Best Industrial Condensate Pumps for Efficient Drainage Solutions?
In various industrial applications, water and moisture can create significant challenges. Efficient drainage is vital to prevent downtime. This is where the industrial condensate pump comes into play. Its role is crucial in transporting waste fluids away from essential machinery. Without effective drainage solutions, systems may malfunction.
Selecting the right industrial condensate pump requires understanding individual needs. Different settings demand various capacities and features. A poorly chosen pump can lead to leaks or increased maintenance costs. Often, industrial operators overlook crucial specifications. This oversight can result in subpar performance.
Investing in a high-quality pump can enhance operational efficiency. It ensures the removal of condensate without hassle. However, not all pumps are created equal, and some may require frequent attention. Therefore, evaluating options and understanding specific applications is essential. An informed choice contributes to reliability and longevity in any industrial setting.

Overview of Industrial Condensate Pumps and Their Applications
Industrial condensate pumps are critical in various applications. They efficiently remove condensate from steam systems, refrigeration units, and other industrial processes. These pumps typically handle water with some dissolved chemicals and oils, making them essential in factories and commercial buildings.
According to industry reports, around 70% of industrial operations rely on some form of condensate management. They help maintain efficiency, reducing downtime. A well-designed pump can increase a system's overall reliability. However, many facilities still overlook regular maintenance, which can lead to unexpected failures.
Efficient drainage solutions are vital to environmental compliance. An efficient condensate pump can save significant costs in water treatment. Studies show that optimal performance can improve energy use by 15%. Yet, selecting the right pump is often challenging. Many decision-makers lack proper training, leading to suboptimal choices.
Key Features to Consider When Selecting a Condensate Pump
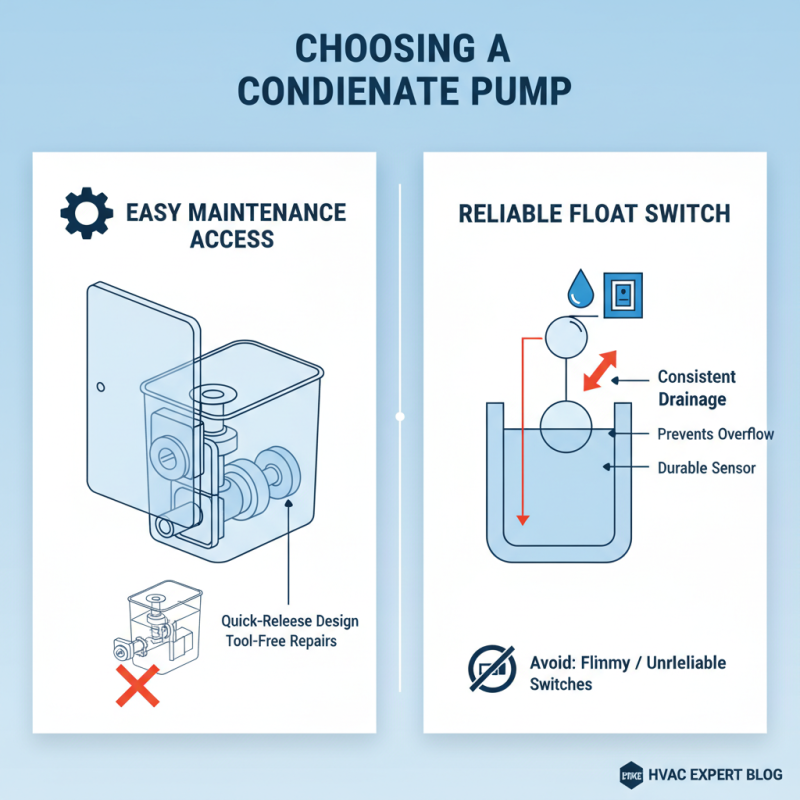
When choosing a condensate pump, several key features can make a significant difference. Maintenance access is crucial. It's essential to select a pump design that allows easy access for repairs. A complicated setup can lead to longer downtimes and frustration. Additionally, ensure the pump has a reliable float switch. This part controls the pump's operation, and malfunctioning here will disrupt your drainage system.
Another feature to consider is the pump's capacity. Each application is unique. A pump that handles large volumes may be necessary for commercial businesses. Alternatively, smaller pumps can suffice for residential settings. Pay attention to the materials used for construction. Durable materials can withstand wear and tear better over time. Look for corrosion resistance if your system includes harsh fluids.
Noise levels shouldn't be overlooked. Some pumps can be disturbingly loud. A quieter option can create a more pleasant work environment. Lastly, make sure the pump's energy efficiency meets your needs. A pump that consumes too much energy can lead to unexpected costs. Overall, balancing these features depends on specific needs and applications. It’s about finding the right fit for unique situations.
Top Brands and Models of Industrial Condensate Pumps
When considering industrial condensate pumps, there are key factors that need attention. The right pump can improve efficiency and reliability. According to a recent industry report, nearly 30% of operational downtime in manufacturing can be traced back to inadequate drainage solutions. Thus, selecting the right pump becomes critical.
Several models stand out for performance. They often feature high-capacity reservoirs and durable materials, which are essential for heavy-duty applications. The average lifespan of a well-maintained condensate pump is about 10 years, but this can reduce dramatically with poor choices. Many pumps come with advanced monitoring systems that offer real-time feedback. This can prevent unpleasant surprises, as 40% of users report issues due to lack of monitoring.
However, finding the best option can be challenging. There are numerous variables, including energy efficiency and noise levels. Some pumps run quietly while others can disrupt operations. Regular maintenance is crucial, yet many facilities overlook this aspect. Neglecting maintenance can lead to reduced performance and even failures, echoing the need for thorough evaluations when selecting equipment.
Best Industrial Condensate Pumps for Efficient Drainage Solutions
| Model |
Flow Rate (GPH) |
Max Head (ft) |
Power (HP) |
Weight (lbs) |
Price Range (USD) |
| Model A |
120 |
30 |
0.5 |
20 |
$150 - $200 |
| Model B |
150 |
25 |
0.75 |
25 |
$200 - $300 |
| Model C |
200 |
40 |
1.0 |
30 |
$250 - $350 |
| Model D |
180 |
35 |
0.9 |
28 |
$220 - $320 |
| Model E |
160 |
30 |
0.6 |
22 |
$180 - $250 |
Installation and Maintenance Tips for Optimal Performance
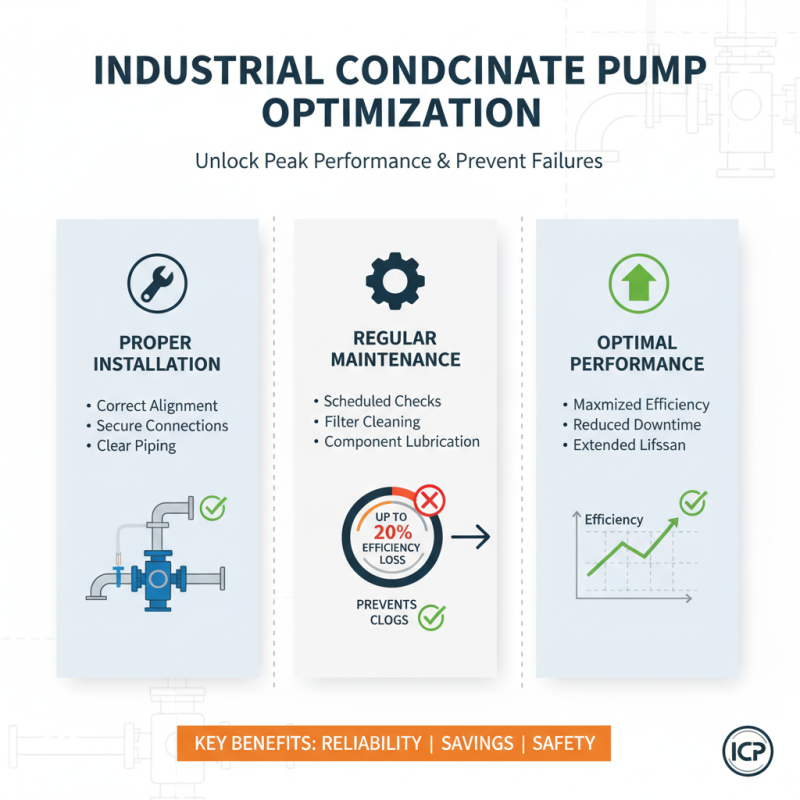
When it comes to industrial condensate pumps, proper installation and maintenance are crucial for optimal performance. A recent report highlighted that poorly maintained pumps can lose up to 20% of their efficiency over time. This inefficiency can lead to clogging and potential system failures. Regular checks and prompt maintenance can prevent these issues.
**Tip:** Always inspect the pump's inlet filter. A clean filter ensures smooth operation. Clogged filters can cause back pressure, leading to increased wear.
Maintaining a schedule for routine inspections is essential. The frequency can vary based on usage, but every three to six months is often recommended. This helps mitigate unnoticed wear and tear. Many users overlook the importance of lubricating moving parts, which can extend the pump's lifespan significantly. Proper lubrication reduces friction and wear, enhancing performance.
**Tip:** Keep track of operating hours. This will help in scheduling maintenance accurately. An inaccurate schedule can lead to unexpected failures.
Common Issues and Troubleshooting for Condensate Pumps
Condensate pumps are essential for efficient drainage solutions. However, they can encounter common issues that require troubleshooting. One frequent problem is clogs. Dust and debris can accumulate, leading to water buildup. Regular cleaning of the pump inlet can mitigate this risk. A simple inspection helps maintain proper function.
Another common issue is pump failure due to power outages. In this case, the pump may not restart automatically. Users should consider installing a backup power source. This ensures that the system operates even during outages. Additionally, checking the float switch is crucial. If it’s stuck, the pump won’t activate when needed.
Noise is another indicator of a problem. If the pump is louder than usual, it could signal mechanical wear or a failing motor. Ignoring these signs may lead to more severe problems down the line. Routine maintenance checks can help identify such issues early. Consider keeping a maintenance log for reference.