
Contact Us
How to Choose the Right Steam Condensate Return Pump for Your System?
Choosing the right steam condensate return pump is crucial for any steam system. According to industry expert John Adams, "The effectiveness of your steam system relies heavily on a well-selected condensate return pump." This insight emphasizes the importance of understanding your system's specific demands.
Steam condensate return pumps play a vital role in maintaining efficiency. They help recycle condensed steam back into the boiler, reducing energy waste and improving overall performance. Yet, many facilities overlook the details when selecting a pump. It's not just about horsepower or capacity. Factors like temperature and pressure ratings can make or break your system's efficiency.
Selecting the perfect steam condensate return pump requires careful consideration. Many engineers often rush this decision. They focus on brochures and specifications but fail to account for real-world conditions. This can lead to premature pump failures or inefficiencies. A hands-on approach and consulting with professionals can mitigate such risks. Rethinking your pump choice can save energy and costs in the long run.

Understanding the Role of Steam Condensate Return Pumps in Systems
Steam condensate return pumps play a crucial role in industrial systems. They efficiently return condensate to the boiler for reuse. This process improves energy efficiency and reduces water consumption. The return of condensate is vital for maintaining system pressure. A well-functioning pump helps in achieving these goals.
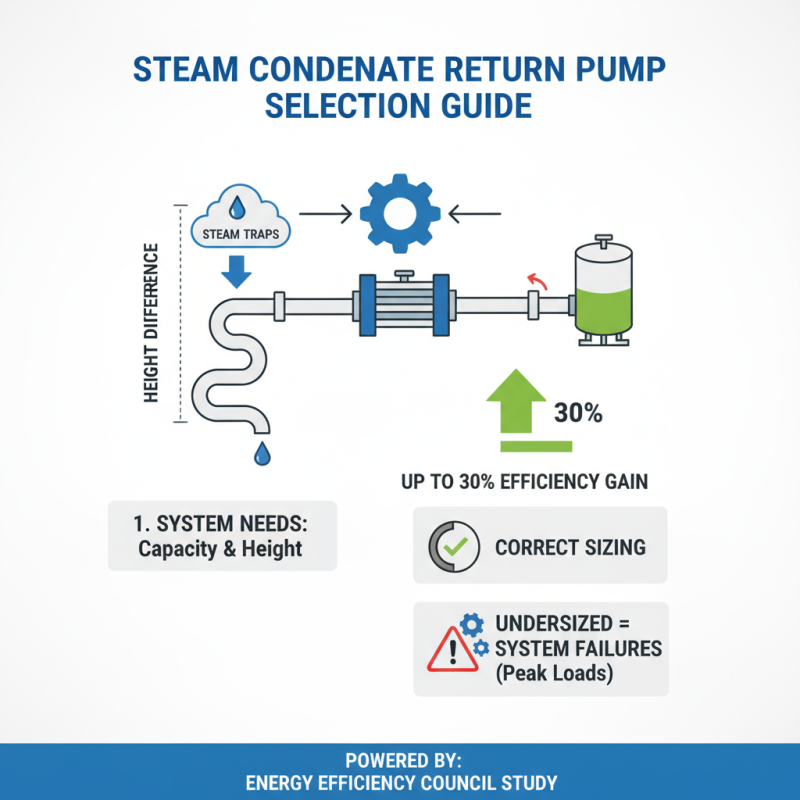
Choosing the right pump requires understanding your system's needs. Factors include flow rate, temperature, and pressure. Each system is unique. What works for one may not suit another. Miscalculating these parameters can lead to problems. An undersized pump won't handle the workload. Conversely, an oversized pump can lead to energy waste and increased maintenance costs.
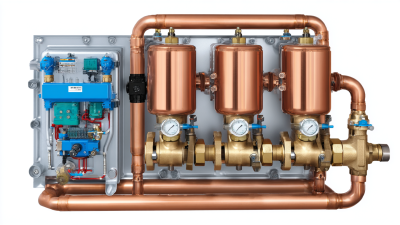
The material of the pump is also important. Materials must resist corrosion and withstand high temperatures. Regular maintenance is necessary to ensure longevity. You might overlook this. Sometimes, pumps fail due to neglect. It's a reminder that every detail matters for optimal performance.
Related Posts
-
The Essential Guide to Choosing the Right Boiler Condensate Pump for Your Home
-

Maximizing Efficiency: The Role of Boiler Condensate Pumps in Energy Savings and System Performance
-

7 Essential Tips for Choosing the Right Boiler Condensate Pump for Your Home
-

Top 10 Steam Condensate Return Pumps to Optimize Your System in 2025
-

Why a High Temp Condensate Pump is Essential for Efficient Steam Systems
-

Understanding Canned Pumps: Types, Applications, and Benefits Explained