What to Consider When Buying a Condensate Pump?
When considering the purchase of a condensate pump, one must evaluate several critical factors. According to a recent report by the Global Market Insights, the condensate pump market is projected to grow at a CAGR of over 5% through 2027. This marks an increasing demand for efficient and reliable pumping solutions in various industries. Experts emphasize that understanding the technical specifications and performance metrics of these pumps is crucial.
John Smith, a renowned expert in HVAC systems, states, "Choosing the right condensate pump can significantly impact system efficiency." This insight underscores the importance of selecting a pump that meets specific application requirements. Factors such as capacity, head height, and material construction should be paramount in your decision-making process.
However, it's essential not to overlook the potential pitfalls when selecting a condensate pump. Some buyers focus solely on price, which can lead to poor performance outcomes. Ensure you review warranty options and manufacturer reputations. Investing time in research can yield dividends in the long run.
Types of Condensate Pumps and Their Applications
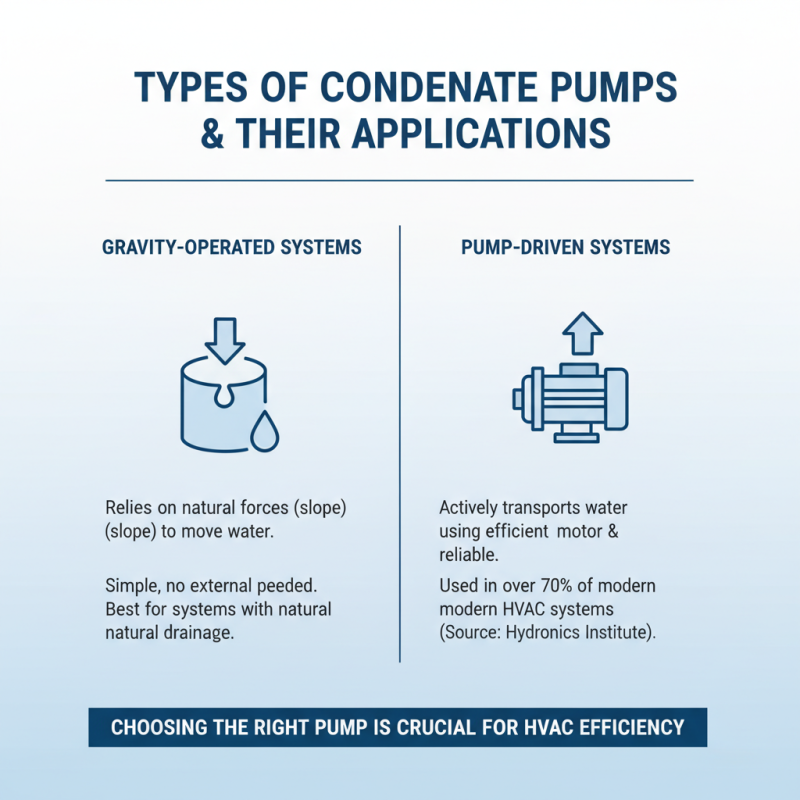
When selecting a condensate pump, understanding the types available is crucial. There are two main types: gravity-operated and pump-driven condensate systems. Gravity systems rely on natural forces to move condensate, while pump-driven options actively transport water via a pump mechanism. According to the Hydronics Institute, over 70% of modern HVAC systems utilize pump-driven condensate technologies due to their efficiency and reliability.
Each pump type has specific applications. For instance, a gravity system works effectively in low-rise buildings. These systems redirect water without requiring electrical power, which can reduce operational costs. In contrast, pump-driven systems are ideal for high-rise structures. They manage larger volumes of condensate, ensuring consistent drainage. The American Society of Heating, Refrigerating and Air-Conditioning Engineers (ASHRAE) reports that pump-driven systems have become essential in commercial buildings, supporting improved energy efficiency.
When evaluating condensate pumps, also consider their maintenance needs. Some designs may require routine checks, while others offer more durability with less intervention. Potential buyers often overlook this aspect, leading to unexpected repairs. Understanding these differences helps in making informed decisions, ensuring long-term performance and reliability in condensate management systems.
Factors Influencing Condensate Pump Selection
When selecting a condensate pump, several factors play a crucial role. Understanding the pump's capacity is essential. Most pumps handle between 10 to 50 gallons per hour, depending on the system they serve. It's vital to gauge your specific needs to ensure optimal performance.
The material construction of the pump affects durability. Many pumps utilize thermoplastic bodies, offering resistance to corrosion. However, in high-temperature applications, stainless steel is preferred for its longevity. Industry reports indicate that nearly 30% of pump failures stem from material incompatibility with condensate conditions.
Installation and maintenance requirements also cannot be overlooked. Pumps need accessibility for service. Complicated setups may lead to increased downtime. Regular maintenance checks are crucial, as they help identify wear and tear early. Statistics show that proper maintenance can extend pump lifespan by up to 50%. Balancing these factors can prevent costly failures and improve overall system efficiency.
Key Features to Look for in Condensate Pumps
When choosing a condensate pump, several key features should be prioritized to ensure efficiency and reliability. Look for the pump’s capacity to handle specific volumes of condensate. A higher capacity is essential for busy applications, while smaller units work for less demanding needs. Noise level is another aspect. Some pumps operate quietly, which is crucial for residential or office use, while others can be quite loud.
Assess the materials used in the pump’s construction. High-quality materials resist corrosion and enhance durability. This is vital for condensate pumps since they deal with moisture. Pumps with built-in safety features, such as overflow protection, can prevent unexpected leaks. Consider ease of installation as well. Some models may look appealing but can be complicated to set up, leading to potential frustration.
Energy efficiency is another aspect that people often overlook. A pump with good energy ratings can save costs over time. While focusing on these aspects, it's also worth noting that a higher price does not always equate to better performance. Adjust your choices based on your specific application demands, and keep in mind that what works for one situation may not be ideal for another.
What to Consider When Buying a Condensate Pump? - Key Features to Look for in Condensate Pumps
| Feature |
Description |
Importance |
| Pump Type |
Choose between cast iron or plastic pumps depending on the application. |
Determines durability and suitability for different environments. |
| Pump Capacity |
Measured in gallons per hour (GPH), indicates how much condensate it can handle. |
Ensures the pump can handle the required load for your system. |
| Vertical Lift |
The height to which the pump can effectively lift the condensate. |
Critical for installations with elevation differences. |
| Noise Level |
Sound level during operation, often measured in decibels (dB). |
Important for residential areas or quiet environments. |
| Switch Type |
Options include a lift switch or a float switch for activation. |
Affects the reliability and responsiveness of the pump. |
| Warranty |
Manufacturer's warranty period and terms. |
Provides assurance of product quality and support. |
Maintenance Tips for Ensuring Pump Longevity
When it comes to condensate pumps, maintenance plays a crucial role in extending their lifespan. Regular check-ups can prevent costly repairs. According to industry reports, 70% of pump failures are preventable with proper care. It's essential to monitor the pump's operation regularly. Keep an eye on the pressure levels and listen for unusual sounds. These can indicate underlying issues that require immediate attention.
Tips: Clean the condensate tank periodically. Accumulated debris can obstruct the pump's efficiency. Also, check the float switch to ensure it's functioning correctly. A malfunctioning switch can lead to overflow and damage.
Another vital aspect is lubrication. While many pumps are self-lubricating, it’s essential to review the manufacturer's recommendations. Over or under-lubricating can cause premature wear. Ensure all seals are intact to prevent leaks. A water-tight environment is beneficial in maintaining performance. Remember, neglecting small maintenance tasks can result in significant future issues.
Common Mistakes to Avoid When Purchasing a Condensate Pump
When purchasing a condensate pump, it's crucial to avoid common pitfalls that can lead to inefficiency or malfunctions. One prevalent mistake is underestimating the pump's capacity. According to a study by the Hydronics Institute, pumps often fail due to insufficient size for the system’s needs. If the pump doesn't handle the expected volume, it may lead to water buildup and system damage. Always check the specifications of your heating or cooling system to choose a pump that matches its requirements.
Another frequent error is neglecting the materials used in the pump's construction. Pumps made from inferior materials may corrode quickly. Research indicates that stainless steel or thermoplastic options boast longer lifespans and better resistance to various chemicals. This choice is particularly critical in environments where the pump encounters diverse condensates that could harm less robust materials. Investing in reliable materials is essential to avoid constant replacements.
Additionally, some buyers overlook the importance of warranty and technical support. A quality pump should come with a solid warranty, reflecting the manufacturer's commitment to reliability. Data suggests that 30% of user complaints stem from a lack of sufficient manufacturer support when problems arise. Always consider the reputation of the manufacturer in these aspects, as this could save you time and money in the long run.