What is a High Temperature Condensate Pump and How It Works?
High temperature condensate pumps are crucial in many industrial applications, particularly in steam systems and heat recovery processes. According to a report from the International Energy Agency, effective condensate management can improve system efficiency by up to 20%. This efficiency is vital for industries aiming to reduce costs and enhance sustainability.
Renowned expert Dr. Maria Thompson states, “A high temperature condensate pump is not only essential for energy efficiency but also for overall system reliability.” Her insights highlight the increasing reliance on such pumps in high-temperature environments, where proper handling can prevent costly downtime.
The complexity of these pumps requires specialized knowledge and training. High-temperature environments can lead to unique challenges, such as corrosion and pressure fluctuations. Industry standards set by organizations like ASHRAE guide the design and maintenance of these pumps, ensuring they meet rigorous safety and operational requirements. Balancing performance with reliability remains a key concern for engineers and operators alike. In this context, an in-depth understanding of high temperature condensate pumps is more necessary than ever.

Understanding High Temperature Condensate Pumps
High temperature condensate pumps are essential in various industrial applications. These pumps efficiently handle condensate at temperatures that can exceed 200°C. They play a crucial role in maintaining system efficiency and preventing corrosion. According to a recent industry report, systems with high-temperature condensate pumps improve energy efficiency by up to 20%.
These pumps typically use a specialized design to manage heat and pressure. They ensure that vapor does not condense back into liquid prematurely, which can cause inefficiencies. Understanding the operational mechanics helps in optimizing performance. For instance, selecting the right pump material can resist high temperatures better, prolonging service life.
Tips: Regular maintenance checks can identify potential issues before they escalate. Checking for wear or corrosion should be part of your routine. Having a well-documented operation history aids troubleshooting.
High temperature conditions can lead to pump failures. Incorrect sizing or improper installation may cause insufficient flow or cavitation. It's crucial to adhere to installation guidelines and consider environmental factors. A poorly assessed scenario can significantly impact overall system reliability. Addressing installation challenges early can save costs and time in the long run.
Mechanism of Action: How High Temperature Condensate Pumps Operate
High temperature condensate pumps play a vital role in industrial systems. They efficiently transport steam condensate at elevated temperatures, ensuring process efficiency. The pump design must withstand harsh conditions without compromising performance. Understanding how these pumps operate is essential for maintaining a robust system.
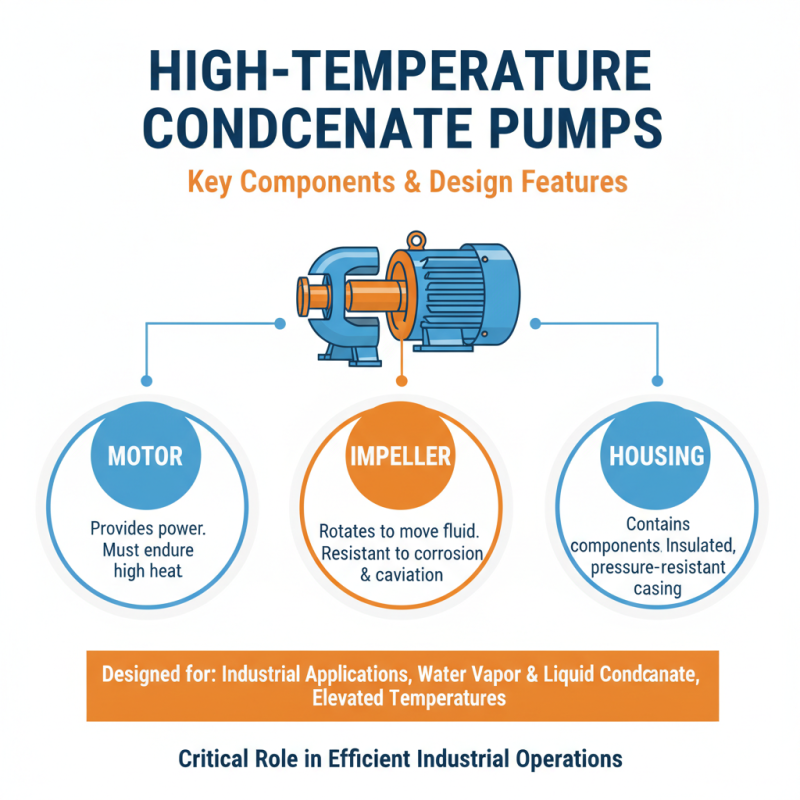
These pumps utilize a unique mechanism that allows them to handle hot condensate. When steam condenses, it releases heat. This heat creates pressure, allowing the condensate to flow into the pump. The pump has components designed to handle high temperatures. An impeller spins rapidly, creating a pressure differential. This action draws in condensate and pushes it toward the discharge line.
The materials used are crucial for durability. Often, these pumps are made from stainless steel or similar alloys. However, issues can arise. Over time, heat and pressure may cause wear or corrosion. Regular maintenance is necessary to identify and address potential issues. Monitoring temperatures and pressures helps ensure the pump operates within safe limits.
Applications and Benefits of Using High Temperature Condensate Pumps
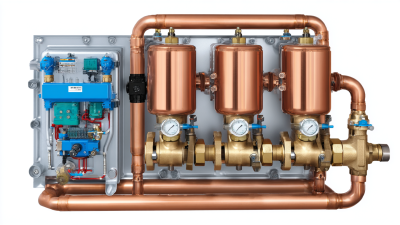
High temperature condensate pumps are essential in various industrial settings. They are designed to handle fluid at elevated temperatures safely. These pumps can efficiently transport condensate from steam systems, boilers, or heat exchangers. The ability to manage fluids at high temperatures expands their usability in sectors like power generation, food processing, and chemical manufacturing.
One major benefit of using high temperature condensate pumps is improved energy efficiency. By returning condensate back to the boiler, these pumps help conserve water and reduce fuel consumption. They can also prevent costly downtime. However, not every pump can withstand high temperatures. Regular maintenance is crucial to ensure optimal performance. Overlooking these aspects could lead to operational issues.
Additionally, high temperature condensate pumps minimize the risk of corrosion. They are usually made with durable, corrosion-resistant materials. This longevity can reduce overall operational costs in the long term. However, users must ensure their systems are compatible with these pumps. If not, they may face leaks or other issues.
What is a High Temperature Condensate Pump and How It Works?
| Feature |
Description |
Applications |
Benefits |
| Temperature Range |
Typically up to 200°C (392°F) |
Steam systems, power generation, chemical processing |
Efficient heat recovery |
| Material Construction |
Corrosion-resistant and heat-resistant materials |
Food and beverage processing, HVAC systems |
Long service life |
| Pump Type |
Positive displacement or centrifugal |
Industrial heating systems, refineries |
Reduced downtime |
| Operational Efficiency |
Optimized for high temperature operation |
Power plants, petrochemical industries |
Lower energy costs |
| Maintenance |
Minimal maintenance requirements |
Manufacturing processes, steam traps |
Enhanced reliability |
Maintenance Tips for Optimal Performance of Condensate Pumps
Maintaining a high temperature condensate pump can enhance its efficiency and prolong its lifespan. Regular inspections are crucial. Check for any signs of wear or corrosion in components such as the motor and seals. A report from the Energy Efficiency Journal indicates that neglecting pump maintenance can lead to up to a 30% decrease in efficiency. This can significantly increase operational costs over time.
Proper lubrication is essential. Adequate lubrication reduces friction and wear. Different pumps have various requirements, so consult the manufacturer’s specifications. Furthermore, sediment build-up can lead to pump failure. It's advisable to inspect the condensate return line regularly to prevent clogs. Cleaning this line can improve performance substantially. Experts recommend checking for debris at least every six months, based on industry studies.
Temperature settings also require attention. Operating a pump outside its optimal temperature range can lead to premature failure. Many facilities overlook this aspect, often leading to equipment breakdown. Recording operating temperatures can help identify trends. If temperature spikes occur, investigate the cause immediately. Regular maintenance checks should not be viewed as an inconvenience but as a vital part of operational reliability.
High Temperature Condensate Pump Performance Comparison
This chart illustrates the flow rates of various high temperature condensate pumps. As we can see, Pump D exhibits the highest flow rate while Pump B follows closely. Regular maintenance is crucial for ensuring optimal performance across all pumps.