
Contact Us
Why is a Steam Condensate Return Pump Essential for Energy Efficiency?
Energy efficiency is crucial for modern industries. A steam condensate return pump plays a key role in achieving this goal. By effectively returning condensate to the boiler, these pumps help save energy and reduce operational costs.
Steam systems produce heat for various processes. However, when steam condenses, valuable energy can be lost if not properly managed. A well-functioning steam condensate return pump captures this condensate. It ensures that heat energy is reused rather than wasted. This not only enhances overall efficiency but also minimizes water consumption.
Despite the benefits, some systems struggle with pump maintenance. Issues such as wear and clogging can hinder performance. Regular checks are essential to ensure the steam condensate return pump operates efficiently. Investing in proper maintenance is crucial for maximizing energy savings and maintaining productivity.

Importance of Steam Condensate Return in Industrial Processes
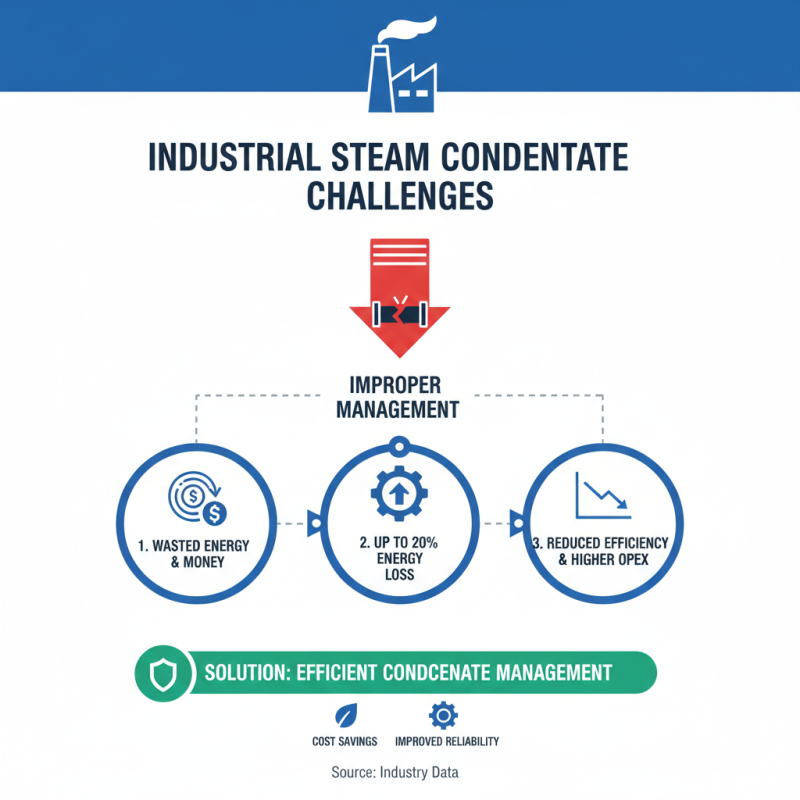
Steam condensate return systems are critical in industrial processes. They play a vital role in saving energy and improving efficiency. According to a report by the U.S. Department of Energy, returning steam condensate can lead to energy savings of up to 30%. This is significant for any plant looking to reduce operational costs.
The condensate that returns is nearly pure water. This water is hot, often at temperatures above 200°F. By recycling this condensate, facilities reduce the need for fresh water. The International Energy Agency estimates that using condensate return systems can cut down water usage by as much as 50%. However, not all facilities effectively manage their condensate. Many waste energy by allowing it to escape through venting.
But challenges exist. Some facilities face high maintenance costs. Additionally, old piping systems may corrode or leak. These issues can lead to energy losses. Ensuring the integrity of the condensate return system is crucial. Regular inspections and preventive measures can help sustain its effectiveness and efficiency. Without proper management, the benefits of condensate return can be lost.
Related Posts
-

Maximizing Efficiency: The Role of Boiler Condensate Pumps in Energy Savings and System Performance
-

Understanding the Efficiency of High Pressure Centrifugal Pumps in Industrial Applications
-

2025 How to Choose the Right Boiler Feed Tank for Your Needs
-

2025 Guide: How to Choose the Right Vertical Turbine Pump for Your Needs
-
Top 10 Turbine Pump Types for Efficient Water Management Systems
-

Unlocking the Power: How High Pressure Pumps for Water Revolutionize Industrial Applications